

收藏贴!球墨铸铁管的生产工艺全流程解析
今天小编
带大家详细了解
球墨铸铁管的
生产工艺流程
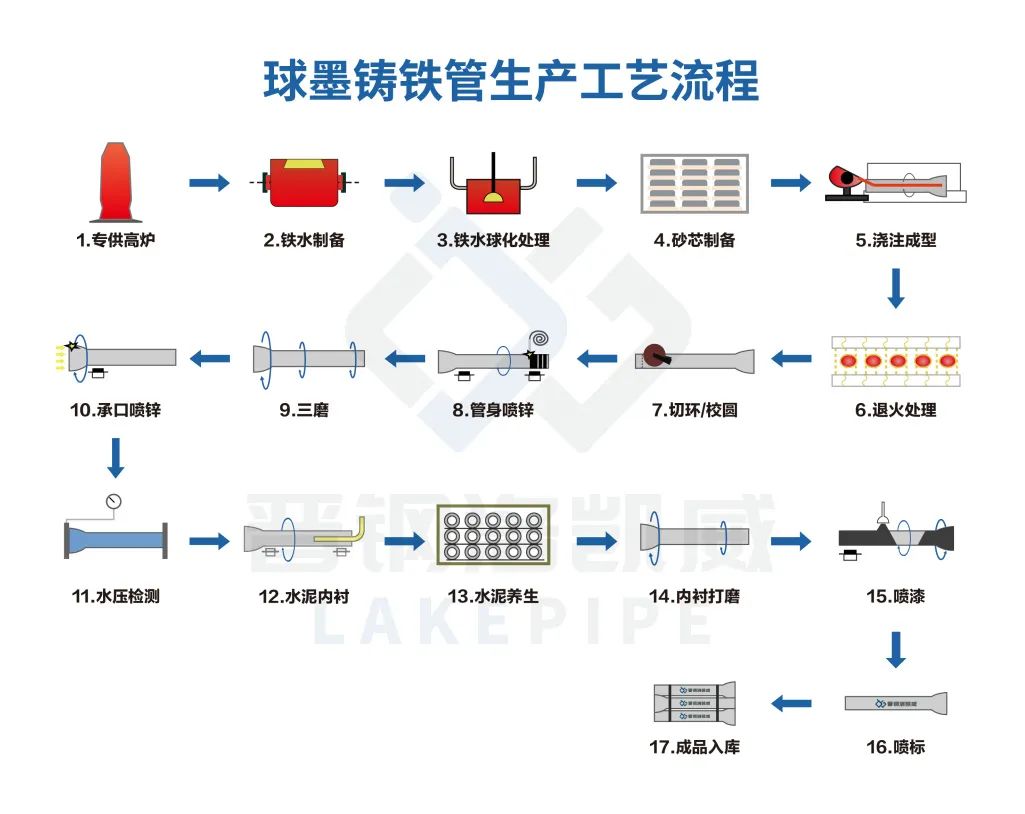
晋钢园区内共有5座高炉(2座1250㎡、2座1380㎡、1座380㎡),其中5号高炉的铁水专供晋钢铸业球墨铸铁管生产工厂。
一、熔炼工段



→ 铁水制备
对高炉铁水进行升温调质和增硅降碳处理,温度和成份调整合格后进行球化处理。
→ 铁水球化处理
采用喷镁球化的方式,在铁水中添加球化剂使铁水中的石墨形态由片状转变为球状,以达到离心浇注前的要求。
二、制芯工段


→ 砂芯制备
采用冷芯盒吹胺法自动射芯技术,自动混砂、自动定型、自动外喷涂的全程自动生产。浇注时一根管子使用一个砂芯。
三、成型工段



→ 浇注成型
将合格的铁水连续浇入高速旋转的管模中,将铸管浇注成型。
四、退火炉工段


→ 退火处理
成型的铸管送入退火炉进行退火处理,消除铸态组织自由渗碳体,使珠光体中共析渗碳体分解得到铁素体的基体,使之金相、性能达到国标规定的要求。
五、精整工段
共有四条智能精整线
→ 水冷工艺:
A线DN80-DN400
B线DN450-DN1200
C线DN300-DN800
→ 热模工艺:
D线DN1000-DN2600
01. 切环、校圆
完成退火的铸管进行切环取样,检测样品的金相、力学性能、布氏硬度的检测。校圆设备用于检查铸管承插口,确保每支铸管圆整。
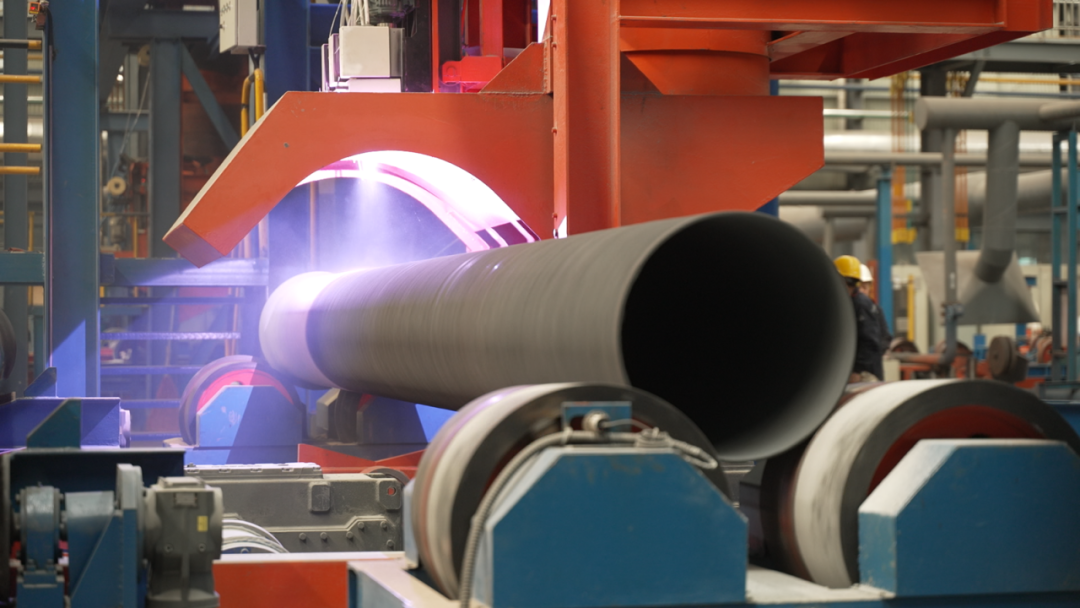
02. 管身喷锌
外防腐第一层,在铸管外表面均匀喷一层锌,增强球墨铸铁管防腐能力。
03. 三磨
对球墨铸铁管的承口、插口、内壁进行打磨。
04. 承口喷锌
对铸管承口内表面进行喷锌防腐处理。
05. 水压检测
对每支铸管进行水压检测,试验压力为不同口径的规定承压值。

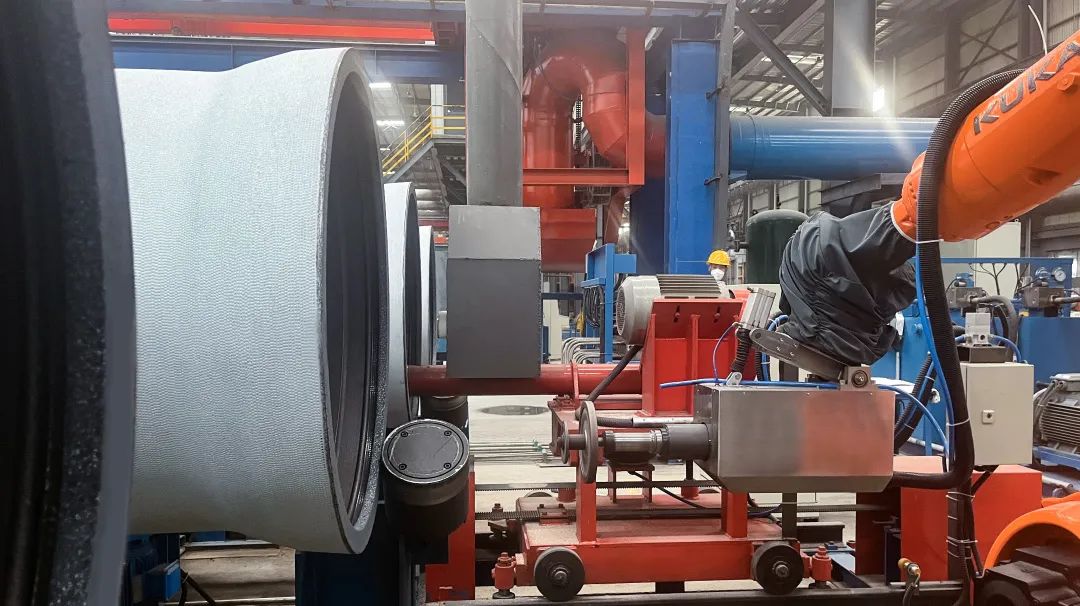

06. 水泥内衬
铸管内防腐,采用高速离心技术,在铸管内壁涂覆水泥砂浆,增强铸管内表面防腐性能。
07. 水泥养生
在养生池内进行8-12个小时的蒸汽养生,智能监控温湿度,使水泥防腐层快速固化附着在内壁。


08. 内衬打磨
打磨球墨铸铁管的水泥内衬,将承口各面和铸管内壁打磨光滑平整。
09. 喷漆
外防腐终饰层,对球墨铸铁管外表面和承口逐支进行喷涂。增强铸管外表面的抗腐蚀性能,提高铸管的外表面质量。
10. 喷标
智能喷标机械手臂对完成喷漆的铸管进行管身标识喷涂。
11. 成品入库
经质检人员进行最终检验合格后即可入库,按要求堆放至指定位置。








































请先 登录后发表评论 ~